SSPC abrasive blast cleaning: SP5, SP6, SP7, SP10 and their siblings.
Abrasive blast is how most industrial steel gets prepared, and the SSPC blast standards define exactly how clean is clean for each service environment, from brush-off to white metal. The grades differ by one thing above all: how much staining and residue may remain.
This page walks the full ladder, the AB abrasive media standards, and the waterjetting standards that replaced SP12.
The blast grades at a glance.
| Standard | Joint designation | Grade | Staining / residue allowance | Approx. ISO 8501-1 |
|---|---|---|---|---|
| SSPC-SP7 | NACE No. 4 | Brush-off blast | Tightly adherent matter may remain | Sa 1 |
| SSPC-SP14 | NACE No. 8 | Industrial blast | Limited tightly adherent matter, defined small portion of each unit area | Sa 1–Sa 2 |
| SSPC-SP6 | NACE No. 3 | Commercial blast | Light staining permitted on a limited portion of each unit area | Sa 2 |
| SSPC-SP10 | NACE No. 2 | Near-white metal | Only slight, scattered staining | Sa 2½ |
| SSPC-SP5 | NACE No. 1 | White metal | None | Sa 3 |
| SSPC-SP16 | (none) | Brush-off, coated/non-ferrous | For galvanized, stainless, non-ferrous | (none) |
The blast-grade ladder.
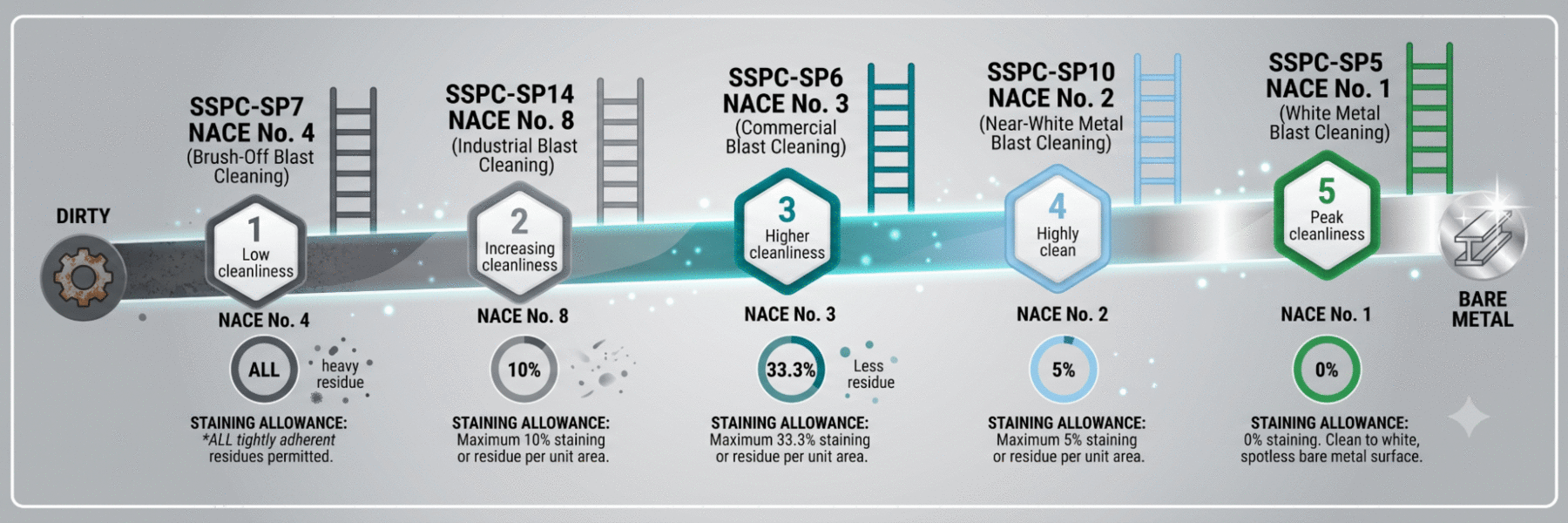
The SP numbers are historical accidents; nobody designed them as a sequence. Read the grades in cleanliness order instead: SP7 (brush-off) → SP14 (industrial) → SP6 (commercial) → SP10 (near-white) → SP5 (white metal). Each step up removes more staining and costs more blast time, media, and money. Specs match the grade to the coating system and the service environment: the harsher the exposure and the higher-performance the coating, the higher the grade.
SSPC-SP7 / NACE No. 4: Brush-Off Blast.
SP7 is the lightest blast grade. It removes loose mill scale, loose rust and loose coating, but tightly adherent material may remain; the goal is a roughened, uniform surface rather than bare steel. Think of it as the blast-pot equivalent of SP3 power tool cleaning.
You see SP7 where the existing surface is mostly sound and the new coating tolerates it: overcoating projects, mild service environments, or as a sweep blast to roughen an aged coating before topcoating. It is fast and cheap relative to the higher grades, which is its entire reason for existing.
SSPC-SP14 / NACE No. 8: Industrial Blast.
SP14 fills the wide gap between SP7 and SP6. Most of the surface reaches bare metal, but a defined small percentage of tightly adherent mill scale, rust and coating may remain. It was created for maintenance projects where SP6 was more prep than the job needed but SP7 left too much behind.
SP14 is the least-specified grade in the family, so when it appears, make sure the crew and the inspector agree on the acceptance criteria before blasting starts — ideally against the relevant VIS 1 reference photographs.
SSPC-SP6 / NACE No. 3: Commercial Blast.
SP6 is the workhorse of industrial blasting. It requires removal of all visible oil, grease, dirt, dust, mill scale, rust, coating, oxides and other foreign matter, with an allowance for light staining: random staining (rust stain, mill scale stain, or stain from previously applied coating) may remain on a limited portion of each unit area of surface.
That staining allowance is the practical difference between SP6 and SP10, and it is what makes SP6 the default economic choice for tanks, structural steel, and general industrial work in moderate service. The steel is clean and uniformly profiled; it just is not near-white.
Two field realities worth knowing. First, SP6 still requires SSPC-SP1 solvent cleaning beforehand; blasting does not remove oil, it relocates it. Second, blast-cleaned steel flash rusts, and SP6 is judged at the time of coating application, not at the time of blasting. A surface that passed at 10 a.m. and sat through a humid afternoon may no longer pass. Scheduling blast and prime within the same shift is the standard discipline.
The spec callout, VIS 1 comparison records, ambient condition logs, and the elapsed time between blast and prime.

SSPC-SP10 / NACE No. 2: Near-White Metal Blast.
SP10 tightens the staining allowance to a small fraction of each unit area. At arm's length the surface reads as bare, uniform metal with only slight, scattered staining. It is the specified grade for most high-performance coating systems: immersion service, marine and offshore exposure, bridges, water and wastewater, and most zinc-rich primers, whose manufacturers nearly always require SP10 as a minimum.
The cost jump from SP6 to SP10 is real (more blast time, more media, tighter ambient control), and the most expensive mistake in this family runs in both directions: paying for SP10 when the system only needed SP6, or bidding SP6 effort against an SP10 spec and eating the difference. Read the coating data sheet before pricing the prep.
Everything said about SP6 applies with less forgiveness: SP1 first, flash rust faster than you think, judged at application time. On SP10 work, hold points between blast and prime are standard practice, and your inspector will use the VIS 1 photographs to settle borderline areas.
The same records as SP6, plus profile measurements where the spec sets a profile range, since high-performance systems almost always do (see SSPC-PA 17).
SSPC-SP5 / NACE No. 1: White Metal Blast.
SP5 is the top of the ladder: all visible oil, grease, mill scale, rust, coating and foreign matter removed, no staining allowance at all. The surface is uniform bare metal.
It is specified where coating failure is intolerable and inspection after commissioning is impossible or ruinously expensive: tank linings in aggressive immersion, nuclear work, certain chemical service. Achieving SP5 in the field, against humidity, flash rust and access constraints, is genuinely hard, and holding it long enough to coat is harder. If a spec calls for SP5, the schedule and containment plan need to be built around that fact, not adjusted for it afterward.
SSPC-SP16: Brush-Off Blast of Coated & Non-Ferrous Substrates.
SP16 answers a question the carbon-steel grades cannot: how do you blast galvanized steel, stainless, aluminum or other non-ferrous metals without destroying the substrate? It defines a light brush-off blast that removes contaminants and creates a uniform, roughened profile suitable for coating, while keeping the underlying metal (or intact galvanizing) in place.
Its most common use is preparing weathered galvanizing for paint (duplex systems). Crews calibrated to carbon-steel habits routinely over-blast galvanizing, so SP16 jobs deserve a media and pressure check before production starts. Lower-hardness abrasives and reduced pressures are the norm.
SSPC-SP13 / NACE No. 6: Surface Preparation of Concrete.
The odd one out: SP13 covers concrete, not steel. It defines how concrete surfaces are prepared to receive coatings, linings or polymer overlays, addressing surface contamination, laitance removal, surface profile and moisture condition. Abrasive blast is one of several acceptable methods, alongside shotblasting, scarification and others, which is why it lives on this page.
If your shop pursues AMPP QP8 (polymer coatings on concrete), SP13 documentation is core audit material.
Waterjetting: SP12 is gone, WJ-1 through WJ-4 replaced it.
Old specs still cite SSPC-SP12/NACE No. 5 with condition suffixes. That standard was superseded by a four-grade series, SSPC-SP WJ-1 through WJ-4 (jointly issued with NACE), which grades waterjetted surfaces from WJ-1 (cleanest) to WJ-4, with separate flash-rust condition designations. Key conceptual difference from abrasive blast: waterjetting cleans but does not create a profile; it exposes whatever profile the steel already had. If you receive a spec citing SP12, ask the specifier to map it to the WJ grade they intend rather than guessing.
The abrasive standards: AB1, AB2 and AB3.
Cleanliness grades only describe the steel. The AB standards govern the media that gets you there, and contaminated or out-of-spec abrasive is a quiet way to fail an otherwise good blast job.
SSPC-AB1: Mineral & Slag Abrasives
Requirements for non-metallic blast media: coal slag, copper slag, garnet, staurolite and similar. Covers cleanliness, conductivity (a proxy for soluble salt contamination), oil content and crystalline silica limits. Buying media certified to AB1 is the cheap insurance.
SSPC-AB2: Recycled Ferrous Metallic Abrasives
For shops running recycled steel grit or shot through recovery systems. AB2 sets the in-use cleanliness requirements (oil, salts, fines) for recycled media. QP3 shop audits routinely ask how recycled abrasive cleanliness is verified and how often; a simple periodic test log answers it.
SSPC-AB3: Ferrous Metallic Abrasives
The procurement-side standard for new steel grit and shot, covering the media's physical and cleanliness properties before first use.

What QP auditors look for on blast work.
Blast prep generates the densest paper trail in a coatings quality system: spec and grade identification per job, SP1 documented before blast, ambient readings (and dew-point margin) at blast and at coating, VIS 1 comparisons on acceptance, profile measurements against the specified range, abrasive certifications and recycled-media test logs, and blast-to-prime elapsed time. QP1 and QP3 audits sample all of it.
If assembling that system from scratch sounds like the obstacle between your shop and certification, that assembly is precisely what we do. See AMPP/SSPC QP certification consulting, or start with the QP1 page if you are a field contractor.
Thirty minutes with a consultant who has prepared shops for these audits for 27+ years. No obligation, and we will tell you plainly what your documentation is missing.
Contact us to get startedBlast cleaning, answered.
What is the difference between SSPC-SP6 and SP10?
The primary difference is the allowable percentage of random staining. While both grades require the total removal of all visible rust, mill scale, and old coatings, SP6 (Commercial Blast) permits staining on up to 33% of each unit area. SP10 (Near-White Blast) is far stricter, limiting staining to just 5%. Because of this tight tolerance, SP10 is the standard requirement for high-performance, severe-exposure, and immersion-service coating systems.
What does NACE No. 2 or NACE 3 mean on a spec?
These are joint legacy designations. Before merging to form AMPP, SSPC and NACE co-issued their abrasive blasting standards. This means SSPC-SP10/NACE No. 2 and SSPC-SP6/NACE No. 3 are not competing standards—they are identical requirements carrying two names. AMPP continues to maintain these legacy designations so that older specs remain valid without rewriting contract documents.
Does a higher blast grade mean a deeper profile?
No. Cleanliness grade and surface profile are independent requirements. The grade says how clean; the profile (set separately in the spec, measured per SSPC-PA 17) says how rough. You can produce SP5 cleanliness with a shallow profile or SP7 with a deep one, depending on media and parameters.
How long after blasting can steel sit before coating?
The standards judge the surface at the time of coating application, so the honest answer is: until it no longer meets the grade. In humid conditions near-white steel can flash rust within hours. Same-shift blast-and-prime is the usual discipline, with the spec governing any holdover allowance.
Is SSPC-SP1 required before abrasive blast?
Yes, without exception. Blasting directly over oil, grease, or diesel residue is a critical failure point. The high-velocity impact of the blast media does not destroy grease; it atomizes it, spreads it across the structure, and embeds it deep into the newly cut anchor profile. This traps the contaminant beneath your primer coat, causing catastrophic adhesion failures that usually don’t show up until months after the job is closed out.
About Freer Consulting

We are a small firm by design. No layers of salespeople, no junior staff learning on your invoice. The consultants who scope your project are the practitioners who deliver it, working on-site or remotely through the Global Virtual Playbook we pioneered for clients across the US and internationally.
We establish long-term, productive relationships with our clients. Our experience means we get it right the first time — and our standards ensure your company realizes the benefits of getting it right, again and again.
The same engineering bench that prepares your AMPP/SSPC QP work also supports AISC, API Spec Q1, and ISO 9001 programs — so when your shop carries more than one certification, we keep them aligned on one quality system.
“I've worked with the Freer Team for over 6 years on our safety, quality, and environmental management system compliance and they've proven time and time again to provide consistent and comprehensive work on all fronts. They are always there when we need them.”
Building the blast paper trail an auditor will actually sample?
Tell us where your shop is. We will give you a straight read on what your blast documentation is missing and what closing the gap takes.