SSPC hand and power tool cleaning: SP1, SP2, SP3, SP11 and SP15.
When a spec calls out SSPC-SP2, SP3, SP11 or SP15, it is defining how clean the steel must be before the first coat goes on, using hand or power tools rather than abrasive blast. And before any of them comes SSPC-SP1, the solvent cleaning step every other method assumes.
This page covers all five — what each requires, when it applies, and what an inspector or AMPP QP auditor will look for in your records.
The five standards at a glance.
| Standard | Grade | Typical use | Approx. ISO 8501-1 |
|---|---|---|---|
| SSPC-SP1 | Solvent cleaning (no visual grade) | Removing oil, grease, salts before any other prep | none (precedes visual grades) |
| SSPC-SP2 | Hand tool cleaning | Spot repair, maintenance painting, low-corrosion service | St 2 (approx.) |
| SSPC-SP3 | Power tool cleaning | Maintenance and touch-up where blast is impractical | St 3 (approx.) |
| SSPC-SP11 | Power tool to bare metal, with profile | Localized prep needing blast-like cleanliness without blast | exceeds St 3 |
| SSPC-SP15 | Commercial grade power tool cleaning | Between SP3 and SP11; bare metal, lighter profile demand | no direct equivalent |
SSPC-SP1: Solvent Cleaning.
SSPC-SP1 covers the removal of oil, grease, dirt, soil, drawing compounds and other soluble contaminants from steel, using solvents, emulsions, detergent washing, steam, or similar methods. It is the only standard in this family with no visual cleanliness grade, because its targets are mostly invisible.
What makes SP1 important is its position, not its difficulty. Every other SSPC surface preparation standard — hand tool, power tool, and abrasive blast alike — requires SP1 first. Blasting over grease does not remove it; it spreads it and drives it into the profile, and the coating applied over it will fail in service long after everyone has been paid.
A practical point that surprises people: wiping with a dirty rag and recycled solvent can fail SP1's intent even when the steel looks fine. The standard expects contaminants to be removed, not redistributed — clean rags, fresh or properly maintained solvent, and a final wipe or rinse.
Evidence that SP1 actually happens. Job records that jump straight from “received steel” to “blasted to SP6” with no degreasing step documented are one of the most common surface-prep findings we see in QP audit preparation. A one-line entry per work order fixes it.

SSPC-SP2: Hand Tool Cleaning.
SSPC-SP2 requires removal of loose mill scale, loose rust, loose paint and other loose detrimental matter using non-powered hand tools: wire brushes, scrapers, chisels, sanding. The operative word is loose. Tightly adherent mill scale, rust and paint may remain, with “tightly adherent” generally judged by whether it can be lifted with a dull putty knife.
SP2 is the floor of the prep ladder. You see it on maintenance repaints, spot repairs and low-corrosivity environments where the budget or the access situation rules out anything more aggressive. It is rarely acceptable under high-performance coating systems, and most coating manufacturers' data sheets will tell you so.
That the crew knows the difference between SP2 and “we brushed it.” Inspection records should name the standard and note the dull-putty-knife judgment where adhesion was questionable.
SSPC-SP3: Power Tool Cleaning.
SSPC-SP3 is the powered version of SP2: removal of loose mill scale, loose rust, loose paint and other loose detrimental matter using power tools such as rotary wire brushes, sanding discs, needle guns and grinders. As with SP2, tightly adherent material may remain. SP3 does not require bare metal and does not require a surface profile.
That last sentence is the one that causes trouble. Specifiers sometimes write SP3 expecting a bare, profiled surface, and contractors sometimes deliver SP11-level work (and SP11-level hours) against an SP3 line item, or the reverse. If the coating system needs bare metal or a measurable profile, the spec should say SP11 or SP15, not SP3. Knowing this distinction is worth real money on a bid.
One more caution: aggressive power tooling can burnish or polish the steel. A polished surface can pass a visual “looks clean” check and still give the coating very little to hold onto. SSPC VIS 3, the visual guide for hand- and power-tool-cleaned steel, helps calibrate what acceptable SP3 looks like; see our note on the VIS guides.
The spec callout, the tools used, and the visual reference (VIS 3) used to accept the surface — all traceable in the job file.

SSPC-SP11: Power Tool Cleaning to Bare Metal.
SSPC-SP11 raises the bar in two ways: the surface must be bare metal (visible mill scale, rust and paint removed, with limited residue allowed in pits), and it must have a surface profile of at least 1 mil (25 µm). The profile requirement is what separates SP11 from every other tool-cleaning grade; it usually means profiled media like rotary peening tools or coarse abrasive discs rather than wire brushes, which cannot cut a profile.
SP11 exists for situations that need near-blast quality without blasting: occupied facilities, sensitive equipment nearby, containment constraints, small repair areas where mobilizing a blast pot makes no sense. It is slow and labor-intensive per square foot, which is exactly why bidding it as if it were SP3 hurts.
Profile measurement records. If the job file shows SP11 but contains no profile readings (replica tape or comparable method per SSPC-PA 17), that is a finding waiting to happen. Our paint application standards explainer covers profile conformance.
SSPC-SP15: Commercial Grade Power Tool Cleaning.
SSPC-SP15 sits between SP3 and SP11. Like SP11, it requires bare metal produced by power tools and a minimum surface profile of 1 mil; the difference is a more permissive allowance for staining and residue left on the surface — similar in spirit to how SP6 commercial blast relates to SP10 near-white.
SP15 gives specifiers a cost-realistic middle option: a profiled, mostly bare surface for moderately demanding service, without paying SP11 hours. It is the newest of the family and the least-known on the shop floor, so when it appears in a spec, plan a short toolbox talk before work starts. Crews who have never seen it default to SP3 habits.
The same as SP11: profile records, plus evidence the crew can articulate how SP15 acceptance differs from SP3.
Choosing the right grade (and knowing when to blast instead).
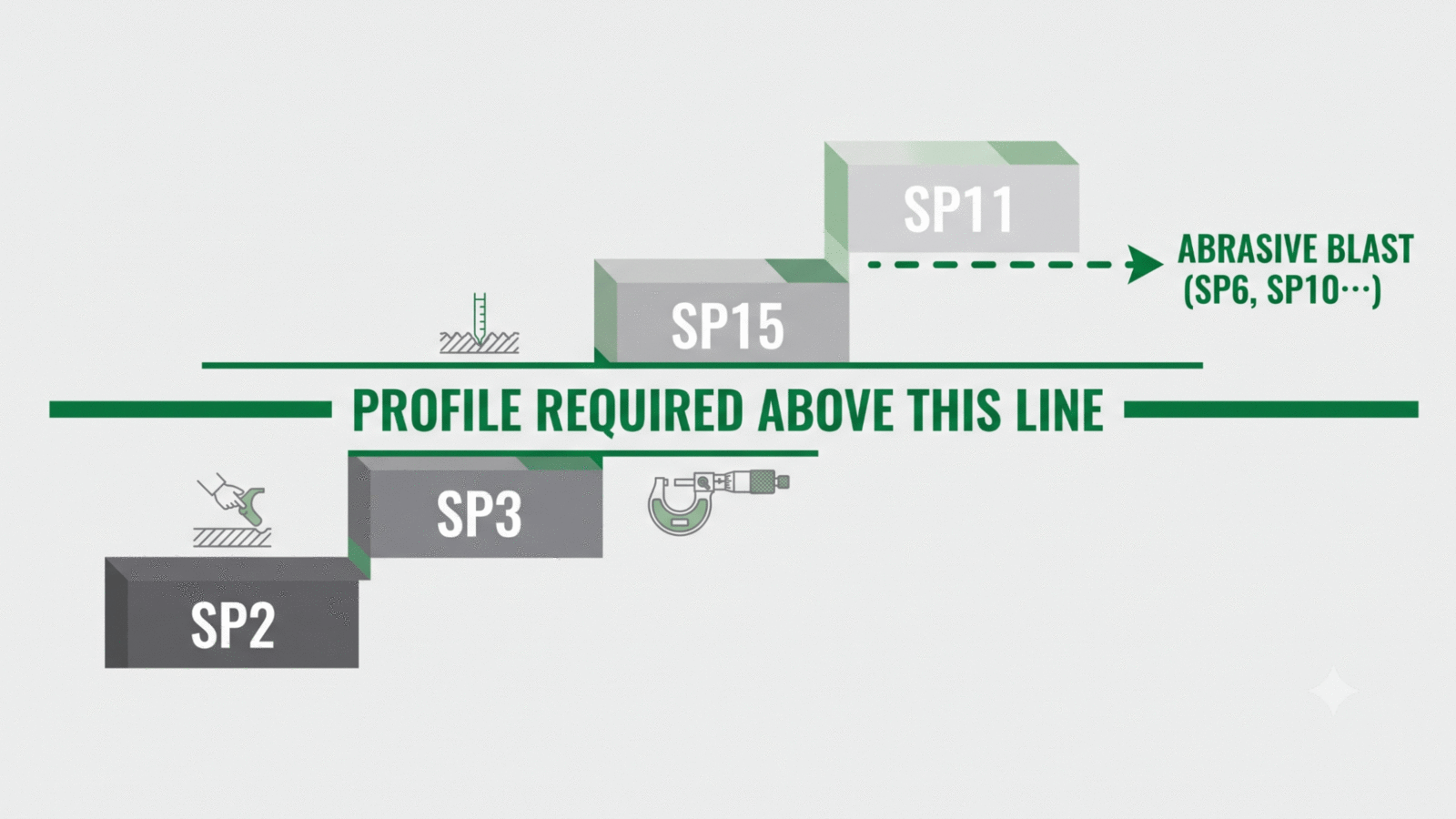
The family forms a ladder. SP2 and SP3 remove what is loose and leave what is tight, with no profile. SP15 and SP11 produce bare metal with a profile, at increasing cleanliness. Three questions sort almost every job:
- What does the coating system require? The manufacturer's data sheet states a minimum prep grade. That is the floor; the spec can demand more, never less.
- Does the system need a profile? If yes, SP2 and SP3 are out, whatever the budget says.
- How large is the area? Tool cleaning costs scale linearly with square footage. Past a certain area, abrasive blast cleaning (SP6, SP10 and their siblings) is faster, cheaper, and more uniform. Tool cleaning wins on small areas, spot repairs, and sites where blast is not permitted.
And in every case, SP1 solvent cleaning comes first.
What QP auditors look for in tool-cleaning documentation.
AMPP QP1 and QP3 audits do not just ask whether your crews can clean steel. They ask whether your quality system can prove it: spec callouts identified per job, the SP1 step recorded, visual acceptance referenced to the right VIS guide, profile measurements on SP11/SP15 work, and inspectors or QC staff who can explain the grade distinctions an auditor will quiz them on.
That documentation system is the thing we build for contractors. Freer Consulting has prepared companies for certification audits for 27+ years; the AMPP/SSPC QP certification consulting page explains how the engagement works.
If QP certification is on your horizon, or your last audit produced surface-prep findings, talk to us. Thirty minutes, no obligation, and you will know where your shop stands.
Contact us to get startedTool cleaning, answered.
Is SSPC-SP1 required before SP2 or SP3?
Yes, absolutely. Hand and power tool cleaning standards (SP2, SP3, SP11, and SP15) all strictly require that oil, grease, and other soluble contaminants be removed via SSPC-SP1 before any mechanical cleaning begins. Skipping this step is a critical mistake: running power tools over grease simply drives the contamination deeper into the steel’s surface profile rather than removing it, leading to inevitable coating failure.
What is the difference between SSPC-SP3 and SP11?
SP3 removes loose material only; tightly adherent rust, mill scale and paint may remain, and no profile is required. SP11 requires bare metal and a measurable surface profile (minimum 1 mil). They are different scopes of work at very different labor costs.
Does SSPC-SP2 or SP3 create a surface profile?
No. Wire brushing and similar methods can polish steel rather than profile it. If the coating system requires a profile, the spec needs SP11 or SP15 (or an abrasive blast grade), not SP2 or SP3.
Where does SSPC-SP15 fit?
Between SP3 and SP11: bare metal and a minimum profile like SP11, but with a more permissive residue/staining allowance. It is the moderate-cost option when SP3 is not enough and SP11 is overkill.
Can I substitute power tool cleaning for abrasive blast on a spec that calls for SP6?
Not without explicit, written approval from the specifier or asset owner. SSPC-SP6 is an abrasive blasting standard with distinct profile geometry and visual cleanliness criteria that power tools cannot precisely replicate. Substituting methods on your own authority is a major contractual risk. If field constraints make blasting impossible, you must request a formal variance, usually offering SP11 or SP15 as the engineered alternative.
About Freer Consulting

We are a small firm by design. No layers of salespeople, no junior staff learning on your invoice. The consultants who scope your project are the practitioners who deliver it, working on-site or remotely through the Global Virtual Playbook we pioneered for clients across the US and internationally.
We establish long-term, productive relationships with our clients. Our experience means we get it right the first time — and our standards ensure your company realizes the benefits of getting it right, again and again.
The same engineering bench that prepares your AMPP/SSPC QP work also supports AISC, API Spec Q1, and ISO 9001 programs — so when your shop carries more than one certification, we keep them aligned on one quality system.
“I've worked with the Freer Team for over 6 years on our safety, quality, and environmental management system compliance and they've proven time and time again to provide consistent and comprehensive work on all fronts. They are always there when we need them.”
Surface-prep findings on your last audit, or a first one coming?
Thirty minutes with a consultant who has prepared shops for these audits for 27+ years. No obligation, and you will know where your shop stands.